
SCIO Automation will present its portfolio for production and assembly automation at Motek in...
In the past years, e-mobility has become increasingly important. Suddenly, battery module assembly is a decisive factor at major OEMs. This brings massive challenges in the automation of manufacturing processes that have little in common with the classic bodyshell assembly lines. We asked our control technology experts in the SCIO Group for more details.
The colleagues at SCIO's Eching site in Germany are managing a major automation project for battery module assembly at a German car manufacturer.
What is the exciting thing about electrification compared to bodyshell lines?
Let's take battery module assembly as an example. Until recently, this was still completely in the fledgling stage. No one, not even the OEMs themselves, knew exactly what the challenges were and what the automation requirements were. It was new territory for all of us at the beginning. In cooperation with the customer, we approached every single step in the programming of the production line and customized it for this new technology. Compared to the bodyshell lines, the plants take up much less space, but are much more complex in themselves. Great things take place in the smallest of spaces in every process step.
What are the specific challenges in battery module assembly?
We have very low tolerances in the micro range in battery module assembly. This brings new challenges for the programming of the systems.
In addition, there is the short processing time of just under four minutes - within this time, the cells must all be glued and welded together. Any longer and the purity of the battery cannot be ensured, and it becomes unusable. Therefore, every step of the process must be checked and documented to ensure quality. This includes current and voltage measurement as well as checking the thickness of the paint layer and bonding strength.
Regarding the topic of rejects. What is the procedure?
Waste is regularly produced during the programming and commissioning of systems. This is not particularly expensive in bodyshell assembly, but it quickly becomes pricey in battery pack assembly. A single battery cell alone has a value in the upper three-digit range. And we are talking about a cell here, of which several are processed in a pack. So, a lot of rejects add up quite quickly to a very high amount, which of course should be avoided. Also, there are hardly any available resources to resupply new cells. A battery that has been bonded together once cannot easily be disassembled again.
What about external conditions during production?
External conditions are crucial for battery assembly. Is the temperature right? How high is the humidity? A cooling chain has been specially integrated into the systems for the raw material, in order to keep transport distances short and to ensure the purity of the materials. Also, suitably powerful extractors must be installed to filter the particles out of the air.
Looking back, where are we today in battery module assembly?
The last few years have been a constant learning process for everyone involved. We have acquired new expertise that will be increasingly in demand in the future. Up to now, there have only been a few people with this expertise, and specialists are always in demand.
Which skills should an automation specialist have to work in the field of electric drive technology?
In theory, every automation specialist will have the basic requirements and the fundamental knowledge. However, we are talking here about a new technology that is not yet completely refined like the classic bodyshell sector is now. If you love a challenge, have the technical understanding and are also creative, this field is of interest for you.
Thank you for the interesting talk!
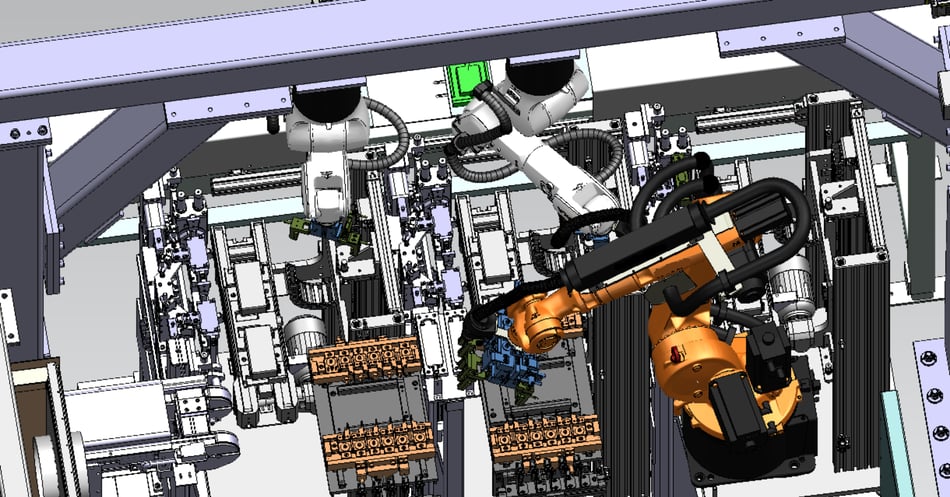
Insights: Battery Module Assembly Line Project
Customer: German car manufacturer
Assignment: Complex battery & high voltage assembly line installation of >10 automatic stations with standard and gantry robots
Specifications:
• Fully automated transport system between cells, transfer stations
• various cleaning and joining technologies for battery cells, aluminum, steel and composite materials
• All technologies applied are being verified, falsified by external institutes to assure the process and product are within the specified tolerances
• Buy-off according to specification with additional stand-by and optimization of all technologies incl. cycle time decrease

